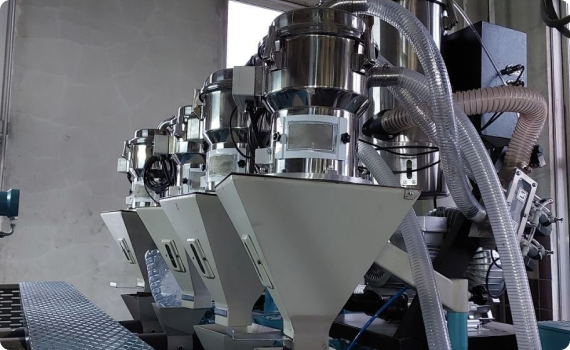
Загрузчики полимерных материалов (автоматические или вакуумные загрузчики) предназначены для транспортировки гранулированных, порошкообразных и дробленых полимеров от бункера хранения непосредственно в технологическую зону переработки — термопластавтоматы (ТПА), экструдеры или смесители.
Использование такого оборудования позволяет полностью исключить ручной труд, защитить сырье от загрязнений и обеспечить непрерывность производственного цикла.
Принцип работы и конструктивные особенности
Основной принцип действия большинства загрузчиков основан на создании вакуума (разрежения) в системе. С помощью вакуумного насоса сырье всасывается по трубопроводам из мешков, биг-бэгов или центральных силосов и подается в приемный бункер оборудования.
В бункере происходит отделение материала от воздуха через фильтрующий элемент
Полимер поступает в рабочую зону машины
Очищенный воздух выбрасывается наружу или возвращается в цех
Современные модели оснащаются программируемыми контроллерами, которые позволяют регулировать время загрузки и продувки фильтра, синхронизировать работу с циклом основного оборудования и автоматически поддерживать необходимый уровень материала с помощью датчиков уровня.
Конструкция и производительность
Конструктивно загрузчики выполняются из нержавеющей стали, оснащаются смотровыми окнами для визуального контроля и быстросъемными элементами для удобства очистки при смене материала. Производительность варьируется от 100 до 2000+ кг/ч в зависимости от модели и расстояния транспортировки.
Преимущества использования автоматических загрузчиков
Внедрение систем автоматической подачи полимеров дает предприятию ряд существенных преимуществ
Исключение ручного труда
Оператору больше не нужно поднимать тяжелые мешки и вручную засыпать сырье в бункер. Это повышает безопасность, снижает утомляемость и высвобождает время для других задач.
Предотвращение загрязнения материала
Закрытый цикл транспортировки защищает сырье от пыли, влаги и посторонних примесей. Герметичная система исключает потери при транспортировке.
Непрерывность производства
Система автоматически поддерживает необходимый уровень материала в бункере машины, исключая простои из-за отсутствия сырья. Датчики уровня запускают загрузку точно тогда, когда это нужно, предотвращая переполнение.
Точность и контроль
Интеллектуальное управление позволяет жестко контролировать подачу материала, что особенно важно при использовании дорогостоящих добавок и красителей (при интеграции с дозирующими устройствами).
Чистота на производстве
Вакуумная транспортировка не создает пыли, что позволяет поддерживать идеальный порядок в цехе и улучшает условия труда.
Гибкость
Оборудование легко перенастраивается при смене типа или цвета материала, а бункеры и трубопроводы быстро очищаются.
Виды загрузчиков полимеров
В зависимости от масштаба производства и технологических задач, загрузчики подразделяются на два основных типа
Вакуумные (автономные) загрузчики
Компактные устройства, устанавливаемые непосредственно на бункер каждой отдельной машины (ТПА, экструдера). Они идеально подходят для небольших производств, цехов с частой сменой материала или для обслуживания единичного оборудования. Вакуумные загрузчики просты в монтаже и эксплуатации, не требуют сложной инфраструктуры.
Централизованные системы загрузки
Многоточечные комплексы, которые обеспечивают подачу различных типов материалов от одной центральной станции к нескольким десяткам перерабатывающих машин. Управление осуществляется с единого пульта, что позволяет оптимально распределять сырье по всему цеху. Такие системы незаменимы на крупных предприятиях с большим парком оборудования.
Область применения
Оборудование для автоматической загрузки полимеров широко используется во всех сферах переработки пластмасс
Литье под давлением
Термопластавтоматы
Экструзия
Производство труб, профилей, листов, пленки
Выдувное формование
Производство бутылок и емкостей
Переработка вторичных полимеров
Дробленка, агломерат
Стратегическое решение для вашего производства
Автоматизация подачи сырья — это не просто замена ручного труда, а стратегическое решение, направленное на повышение эффективности производства, снижение себестоимости продукции и улучшение условий труда. Выберите оптимальную конфигурацию загрузчика для ваших задач и выведите свое предприятие на новый уровень технологического оснащения.
Вакуумные загрузчики полимеров: инженерный расчет и практика подбора
На перерабатывающих производствах пластиков подача сырья часто становится "узким горлом". Автоматические загрузчики решают эту задачу жестко и предсказуемо.
Как это работает: коротко о главном
Вакуумный загрузчик — это, по сути, промышленный пылесос с обратной связью. Вентилятор или роторно-лопастной насос создает разрежение в системе, за счет чего гранула, дробленка или порошок засасываются в бункер. Там материал оседает, а воздух проходит через фильтр и выбрасывается наружу. Управляющая электроника следит за уровнем наполнения и вовремя запускает/останавливает цикл.
Казалось бы, все просто. Но на практике эффективность зависит от десятка нюансов: от формы частиц до количества поворотов трассы. Ошибешься в расчетах — получишь вечно забивающийся трубопровод или загрузчик, который "захлебывается" на половине пути.
1. Характеристики сырья
Насыпная плотность. Большинство производителей указывают производительность для "идеальной" гранулы плотностью 0,65 кг/л. Если вы работаете с легкими вспененными материалами или тяжелыми композитами, цифры будут другими.
Фракция и текучесть. Дробленка (флекс) транспортируется хуже гранулы из-за острых краев. Порошки требуют усиленной фильтрации.
Абразивность. Стеклонаполненные полиамиды работают как наждак. Для них нужны усиленные колена с керамической вставкой.
2. Конфигурация трассы
Вертикальные участки. Подъем материала требует в 1,5–2 раза больше энергии, чем горизонтальное перемещение.
Повороты. Каждое колено на 90° тормозит поток не хуже полутора метров прямой трубы.
Длина горизонтали. Сопротивление растет пропорционально длине.
3. Режим потребления
ТПА работает циклично: впрыск — охлаждение — впрыск.
Сырье расходуется неравномерно.
Загрузчик должен успевать наполнять бункер в паузах между циклами, поэтому пиковая производительность берется с запасом.
Инженерный расчет: формула для реальных условий
Чтобы не гадать, возьмем за основу классический метод эквивалентных длин. Он позволяет привести любую трассу к "условной горизонтали" и понять, насколько упадет производительность.
Qреал = Qпасп × Kплотность × Kтрасса
Qпасп — цифра из каталога для стандартных условий (вертикаль 3–4 м, горизонталь 4–5 м, плотность 0,65 кг/л).
Kплотность = ρфакт / 650 (ρфакт — в кг/м³).
Kтрасса — коэффициент сопротивления трассы.
Как посчитать коэффициент сопротивления трассы (Kтрасса)
Сначала находим эквивалентную длину трассы (Lэкв). Для этого каждый элемент переводим в "горизонтальные метры":
Lэкв = Lгор × 1 + Hверт × Kверт + Nпов × Kпов
Kверт = 2 (1 м подъема = 2 м горизонтали).
Kпов = 1,5 (каждое колено 90° = 1,5 м длины).
Общая закономерность: при увеличении эквивалентной длины вдвое производительность падает на 30–50%.
Пример подбора "на коленке"
Задача: экструзионная линия потребляет 200 кг/ч полипропиленовой дробленки (ρ = 480 кг/м³). Высота подъема — 5 м, горизонталь — 8 м, два отвода 90°. Справится ли загрузчик с паспортной производительностью 350 кг/ч?
1. Считаем Lэкв:
горизонталь 8 м × 1 = 8 вертикаль 5 м × 2 = 10 два колена 2 × 1,5 = 3 Итого: 21 м (эквивалентная длина).
2. Учитываем плотность:
Kплотность = 480 / 650 = 0,74.
3. Оценка Kтрасса:
При Lэкв = 20 м коэффициент падения ≈ 0,57. Интерполируем для 21 м: Kтрасса ≈ 0,55.
4. Финальный расчет:
Qреал = 350 × 0,74 × 0,55 = 142,5 кг/ч.
Результат: выбранный загрузчик "не тянет" нужные 200 кг/ч. Придется брать модель мощнее (500–600 кг/ч по паспорту).
Практические ориентиры по мощности
Тип привода
Мощность, кВт
Паспортная подача, кг/ч
Предельная Lэкв, м
Типовые задачи
Компактный
0,5–1,1
50–400
до 12
Одиночные ТПА до 100 т, малые дозы
Промышленный
2,2–3
600–900
до 25
Средние линии, подача из биг-бэгов
Тяжелая серия
5,5–7,5
1200–2500
до 50
Центральные системы, высокие силосы
Точный расчет пневмотранспорта — это всегда компромисс между теорией и экспериментом. Если сомневаетесь — берите запас по мощности и предусматривайте частотное регулирование привода. Это дороже на входе, но дешевле, чем переделывать всю трассу.
Готовы автоматизировать подачу сырья?
Наши инженеры помогут подобрать оптимальную конфигурацию загрузчика под ваши задачи — с учётом типа материала, производительности линии и конфигурации трассы. Получите персональное коммерческое предложение в течение 24 часов.